

Vruće kovanje hidrauličke preše





YZ14 Hydraulic Press za brzo kovanje



Vrsta okvira i struktura s četiri stupca;
Korištenje servo upravljačkog sustava, velika ušteda energije;
Brzo 400 ~ 1000 mm/s, formirajući 50 ~ 200 mm/s;
Tijelo je zavareno materijalom Q355B, s jakom ukupnom krutošću;
Opremljen gornjim vijkom i dvostrukim uređajem za zaštitu sigurnosti;
Opcijski uređaj za pomoćno centriranje, pomoćni uređaj za probijanje, precizno automatsko kovanje, manipulator i druge konfiguracije;
Besplatno kovanje, pogodno za velike odstupanja s jednostavnim izgledom, za kovanje različitih velikih osovina, prstenova, kolača, ingota i tanjura;
Pogodno za kovanje različitih čelika od ugljika, legura, čelika s alatom, čelika za ležajeve, opružnog čelika, nehrđajućeg čelika i čelika visoke temperature;
Koristi se u zrakoplovstvu, struji, industriji, brodogradnji, prijevozu i drugim poljima;



Preciznost kovanja kovanja hidrauličke preše


Vrsta okvira i struktura s četiri stupca, koji se mogu koristiti za vruće kovanje ili hladno ekstruziju.
Servo upravljački sustav, oblikovanje mikro-pokreta, točnost kontrole tlaka i položaja 1%;
Podesiva brzina 1 ~ 100 mm/s, promjena brzine, visoka točnost formiranja;
Tijelo je zavareno materijalom Q355B, s jakom ukupnom krutošću;
Opremljen gornjim i donjim cilindrima izbacivanja, cilindar izbacivanja ima ugrađeni senzor za precizno kontrolu lijevanja za izbacivanje;
Široko se koristi u automobilu, strojevima, petrokemijskim, proizvodnji kotlova, zrakoplovnim, brodogradnji i drugim industrijama.
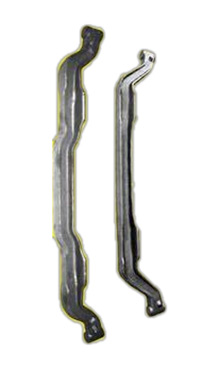
Jednokratno oblikovanje poliedralnih strukturnih dijelova može značajno povećati čvrstoću dijelova, smanjiti troškove proizvodnje i promicati lakše dijelove.

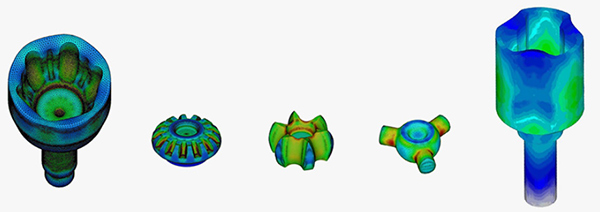
Hidraulička tiska za kovanje vrućih matrica


Glavna značajka kovanja vrućih matrica je kontrola odstupanja od temperature između kalupa i formiranog dijela. Temperatura kalupa može se postaviti na veću od temperature materijala, izotermalne i niske temperature. Deformirani materijal često podvrgava dinamičku rekristalizaciju tijekom procesa kovanja, što čini kovanje strukture ujednačena i jednakoizirana sitno kristalna morfologija;
Točnost kontrole tlaka ± 0,1MPa, točnost kontrole položaja ± 0,02 mm。
Brzina formiranja je brza, formirani dijelovi imaju visoku dimenzionalnu točnost i niske troškove ..
Neobvezno električno grijanje, intermedijarna frekvencija, visoka frekvencija i druge metode grijanja, automatsko opterećenje i istovar, izlazak iz radne ploče;
Široko se koristi u prijevozu, vozilima, zrakoplovstvu, brodogradnji, infrastrukturi, 3C elektronici i drugim poljima


Hidraulički tisak u više niza



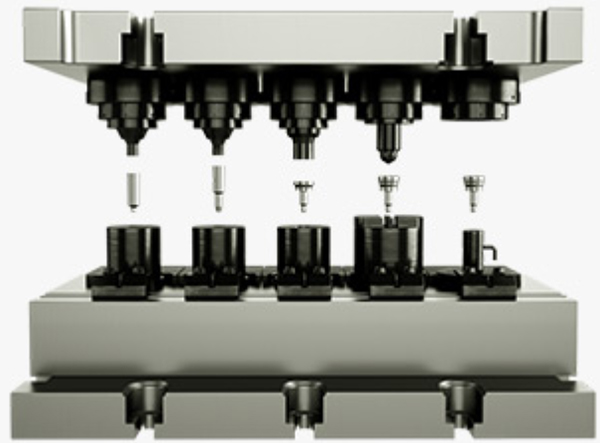


Hidraulična preša kovanja u više niza je oprema za sinkroniju kovanja s više stanica, pogodna za formiranje posebnih odbora, a može se koristiti i za procese formiranja i hladnog ekstruzije s jednom sekvencijom;
Servo upravljački sustav, stabilna kontrola ritma, ušteda visoke energije;
Struktura vodiča za trudnoće okvira, brzo kovanje 2 ~ 5 procesa, 3 ~ 30s/brzina kovanja vremena, visoka točnost kovanja;
Q355B materijal zavareno tijelo, snažna ukupna krutost;
Prilagođeni raspon 1 ~ 80mn, opcionalni uređaj za automatsko centriranje, automatsko učitavanje i istovar robota, koračajući robot i druge konfiguracije.
Primjenjiv na razne proizvode kovanja s jednostavnim i simetričnim oblicima;
Mala osovina, prsten, kolač, ingot, tanjur, rukav, obrada ležaja;
Kovanje različitih čelika od ugljika, legura, čelika s alatom, čelika ležaja, opružnog čelika, nehrđajućeg čelika i visoke temperature legure čelika;



Multi-smjer hidrauličke preše za kovanje matrice



Ova serija hidrauličkih preša dizajnirana je sa strukturom okvira, opremljena glavnim cilindrom ulja i prednjim, stražnjim, lijevim i desnim vodoravnim cilindrima, sa stabilnom silom i visokom preciznošću;
Struktura je jednostavna, stopa iskorištavanja materijala je visoka, većina se odstupanja formira u jednom trenutku, a troškovi proizvodnje su smanjeni;
Brzina 50 ~ 400 mm/s, sinkrona ekstruzija sa bočnim cilindrom ; Tijelo je zavareno s Q355B materijalom, s jakom ukupnom krutošću;
Glavni proizvodi za formiranje imaju visoku preciznost i bez kovanja koničara ; koristeći servo upravljački sustav, visoku uštedu energije;
Primjenjuju se na razne proizvode sa složenim oblicima i velikim količinama;
Prikladno za razna tijela ventila, cijevi za cijevi, krajnje spojeve, sklopove osovine diska i ostale kočice;
Pogodno za kovanje različitih materijala od ugljičnog čelika, bakra, aluminija i legiranja čelika;
Može se izravno konfigurirati s manipulatorom vrućeg probijanja i peć za srednje frekvencije kako bi se ostvarila potpuno automatizirano oblikovanje;





